
扁線電機多層導體設計 沃克能源扁線電機氫氧焰焊接新工藝
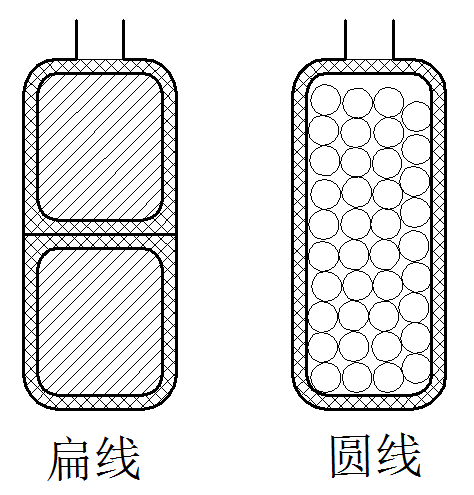
扁線電機與圓線電機的區別在于銅線的成形方式,扁線有利于電機槽滿率的提升,一般圓線電機的槽滿率為40%左右,而扁線電機的槽滿率能達到60%以上。槽滿率的提升意味著在空間不變的前提下,可以填充更多的銅線,產生更強的磁場強度,提升功率密度。
驅動電機作為新能源汽車的核心零部件,相當于傳統汽車的發動機,為整車提供動力輸出,其性能的好壞將直接影響到整車的性能,因此對于驅動電機的研發和制造受到了全球各大整車廠和零部件巨頭的廣泛關注。根據新能源汽車對于續航里程、加速性、低成本和舒適性的需求,可總結出對驅動電機兩高和兩低的技術需求,即高效率、高功率密度、低成本和低噪聲。為了滿足以上技術需求,各國的工程技術人員,可以說是想盡了各種方法提升驅動電機的性能,而扁銅線繞組技術,被廣泛認為是驅動電機技術未來的主要發展方向之一。
與傳統的圓銅線繞組電機相比,扁銅線繞組電機在效率、功率密度、成本和噪聲方面的表現都要更加優異,符合驅動電機的技術發展方向。
從圖中我們可以看出由于采用了方形的扁銅線繞組,定子槽內可以布置更多的銅導體,提升電機的槽滿率,目前華域電機設計的Hair-pin扁銅線繞組電機的槽滿率可以達到90%以上,而傳統的圓銅線繞組電機的槽滿率在75%左右。
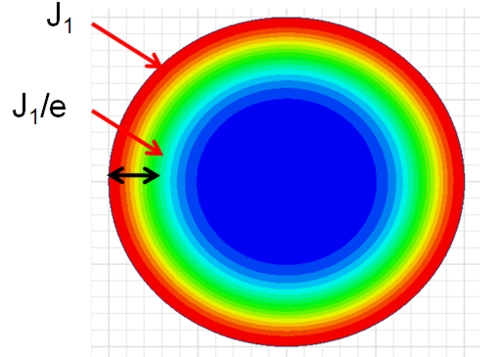
集膚效應:當導體中有交流電或者交變電磁場時,導體內部的電流分布不均勻,電流集中在導體的“皮膚”部分,也就是說電流集中在導體外表的薄層,越靠近導體表面,電流密度越大,導體內部實際上電流較小。結果使導體的電阻增加,使它的損耗功率也增加。這一現象也稱為趨膚效應(skineffect)。
高轉速下,集膚效應會降低有效的通電銅線面積,繞組等效電阻增加,損耗增加;
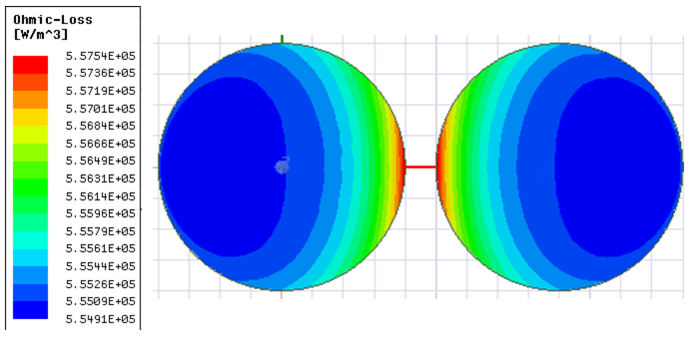
轉速越高,導體發熱越不均勻,增加了絕緣漆皮附近的熱負荷;
同相同槽繞組b的集膚效應比異相同槽繞組a要嚴重。
多層扁線導體設計結構圖
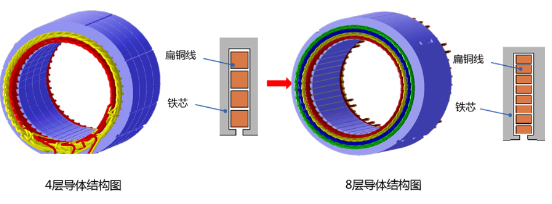
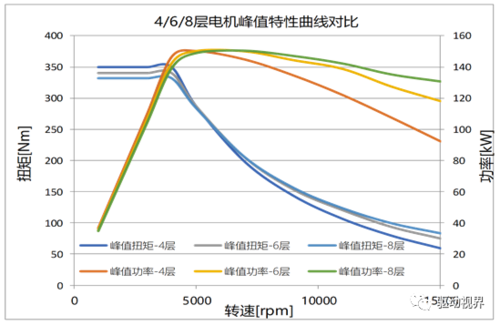
峰值性能(相同峰值持續時間):
恒扭矩區輸出能力:
低速區:4層>6層>8層
高速區:8層>6層>4層
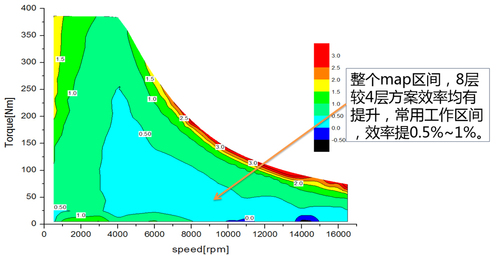
4層、8層電機效率map差值
工藝方面,國內企業都采用了主流的hair-pin工藝,繞組技術突破8層,目前具備量產8層扁線電機能力的第三方有3家:方正電機、天津松正、華域電動。
裝配生產線方面,扁線電機裝配可分為定子、轉子、合裝三大工藝環節,其中轉子線和合裝線相對簡單,而定子裝配線由于有很多道復雜工序,是技術難度最大的環節。
焊接是電機生產加工過程中非常重要的一個環節和過程。焊接會直接關系到電機的運行可靠性和質量水平。焊接后的接觸電阻要小,以免造成局部發熱、脫焊或斷線等事故。
原理介紹:氫氧機以水為原料,水分子(HHO),通過電解,將水分解成為氧氣和氫氣,氫氣作為燃料,氧氣助燃,這兩種氣體點燃形成氫氧火焰,這是一種干凈和可循環的能源,可替代現有乙炔、丙烷、液化氣等燃氣、符合漆包線焊接標準、焊點無虛焊、熱影響面積小、電阻偏差小。
耗能介質:水、電。設備自重低,易挪動,安裝維護便捷,不需要單獨放置空間,長期受益,成本低廉。
設備優勢:
● 氫氧焰溫度高達2800度,是目前溫度最高的火焰之一;
● 氫氣的熱值為34000千卡,是液化氣的3倍左右;
● 氫氧焰火焰集中,不發散,熱輻射要小;
● 氫氧燃燒只生成水,沒有廢氣產生,屬于環保型設備;
● 氫氧氣體產生的原料為水,消耗少量的電,按需制造,用多少產多少,不貯存氣體,不存在高壓爆炸及泄漏中毒等問題;
● 開機產氣,關機停氣,即產即用,不用不產;
● 免除去漆皮工序,無須去漆直接焊接;
● 焊接火焰精細,不會對鄰近的漆包線產生熱輻射;
● 焊點光滑飽滿。



熱門排行HOT
最新案例NEW

佳木斯電機股份有限公司
3881

清華大學
4793

江蘇大中電機股份有限公司
4985

中國科學研究院化學研究所
4910

條評論
查看更多評論